Horizontálna vákuová plynová kaliaca pec s jednou komorou




Čo je kalenie vo vákuovom plyne
Kalenie vo vákuovom plyne je proces ohrevu obrobku vo vákuu a jeho následného rýchleho ochladenia v chladiacom plyne s vysokým tlakom a vysokým prietokom, aby sa zlepšila tvrdosť povrchu obrobku.
V porovnaní s bežným kalením plynom, kalením v oleji a kalením v soľnom kúpeli má vákuové kalenie plynom vo vysokotlakovom stave zjavné výhody: dobrá kvalita povrchu, žiadna oxidácia a žiadna nauhličovanie; dobrá rovnomernosť kalenia a malá deformácia obrobku; dobrá ovládateľnosť kaliacej pevnosti a ovládateľná rýchlosť chladenia; vysoká produktivita, úspora čistiacich prác po kalení; žiadne znečistenie životného prostredia.
Existuje mnoho materiálov vhodných na kalenie plynom vo vákuu pri vysokom tlaku, medzi ktoré patria najmä: rýchlorezná oceľ (ako sú rezné nástroje, kovové formy, matrice, meradlá, ložiská pre prúdové motory), nástrojová oceľ (časti hodín, upínacie prípravky, lisy), oceľ na matrice, oceľ na ložiská atď.
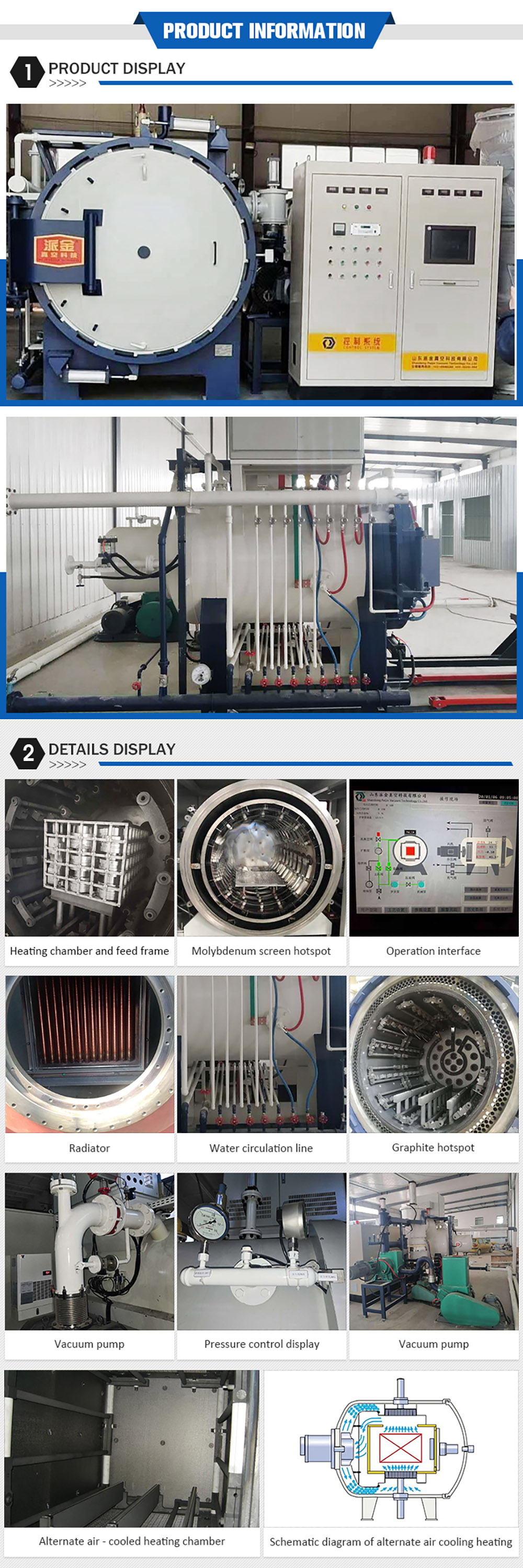
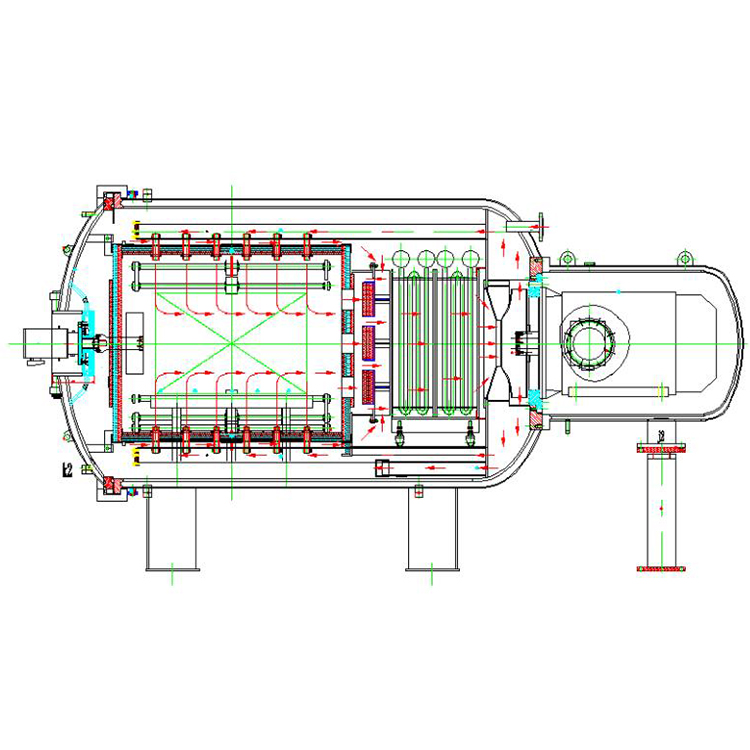
Vákuová plynová kaliaca pec Paijin je vákuová pec pozostávajúca z telesa pece, vykurovacej komory, horúceho miešacieho ventilátora, vákuového systému, systému plnenia plynu, vákuového systému parciálneho tlaku, elektrického riadiaceho systému, systému vodného chladenia, systému kalenia plynu, pneumatického systému, automatického podávacieho vozíka do pece a systému napájania.



Aplikácia
Vákuová plynová kaliaca pec Paijinje vhodný na kalenie materiálov, ako je zápustková oceľ, rýchlorezná oceľ, nehrdzavejúca oceľ atď.; rozpúšťanie materiálov, ako je nehrdzavejúca oceľ, titán a titánové zliatiny; žíhanie a popúšťanie rôznych magnetických materiálov; a môže sa použiť na vákuové spájkovanie a vákuové spekanie.

Charakteristiky
1. Vysoká rýchlosť chladenia:Použitím vysokoúčinného štvorcového výmenníka tepla sa jeho rýchlosť chladenia zvyšuje o 80 %.
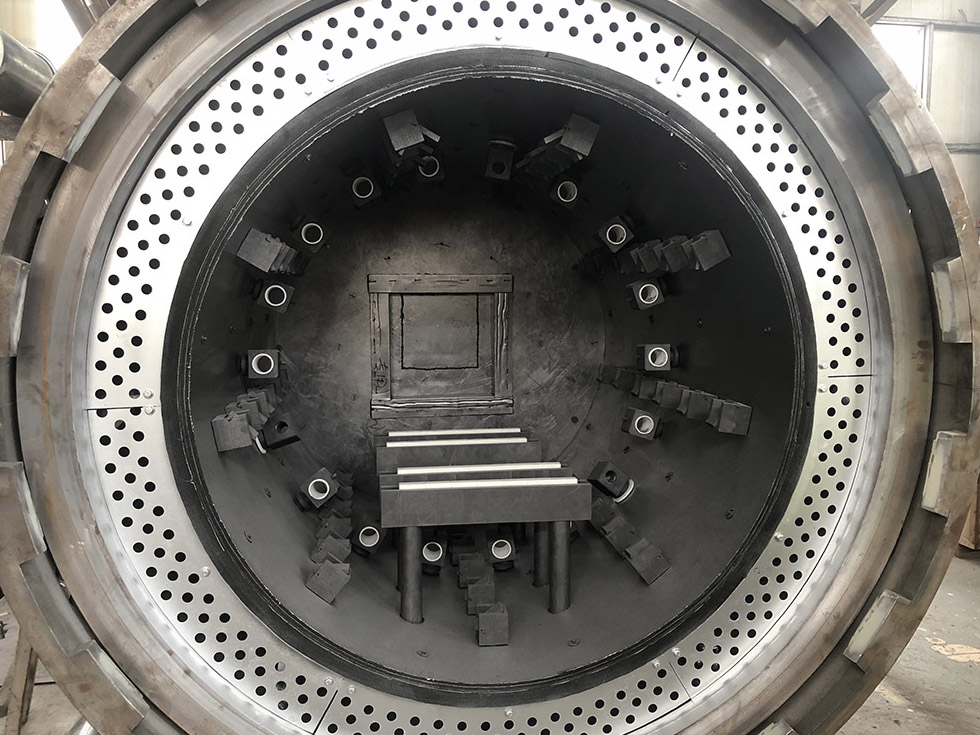
2. Dobrá rovnomernosť chladenia:Vzduchové trysky sú rovnomerne a stupňovito rozmiestnené po celej vykurovacej komore.
3. Vysoká úspora energie:Jeho vzduchové trysky sa počas procesu ohrevu automaticky zatvoria, čím sa znížia náklady na energiu o 40 %.
4. Lepšia rovnomernosť teploty:Jeho vykurovacie telesá sú rovnomerne rozmiestnené po celej vykurovacej komore.
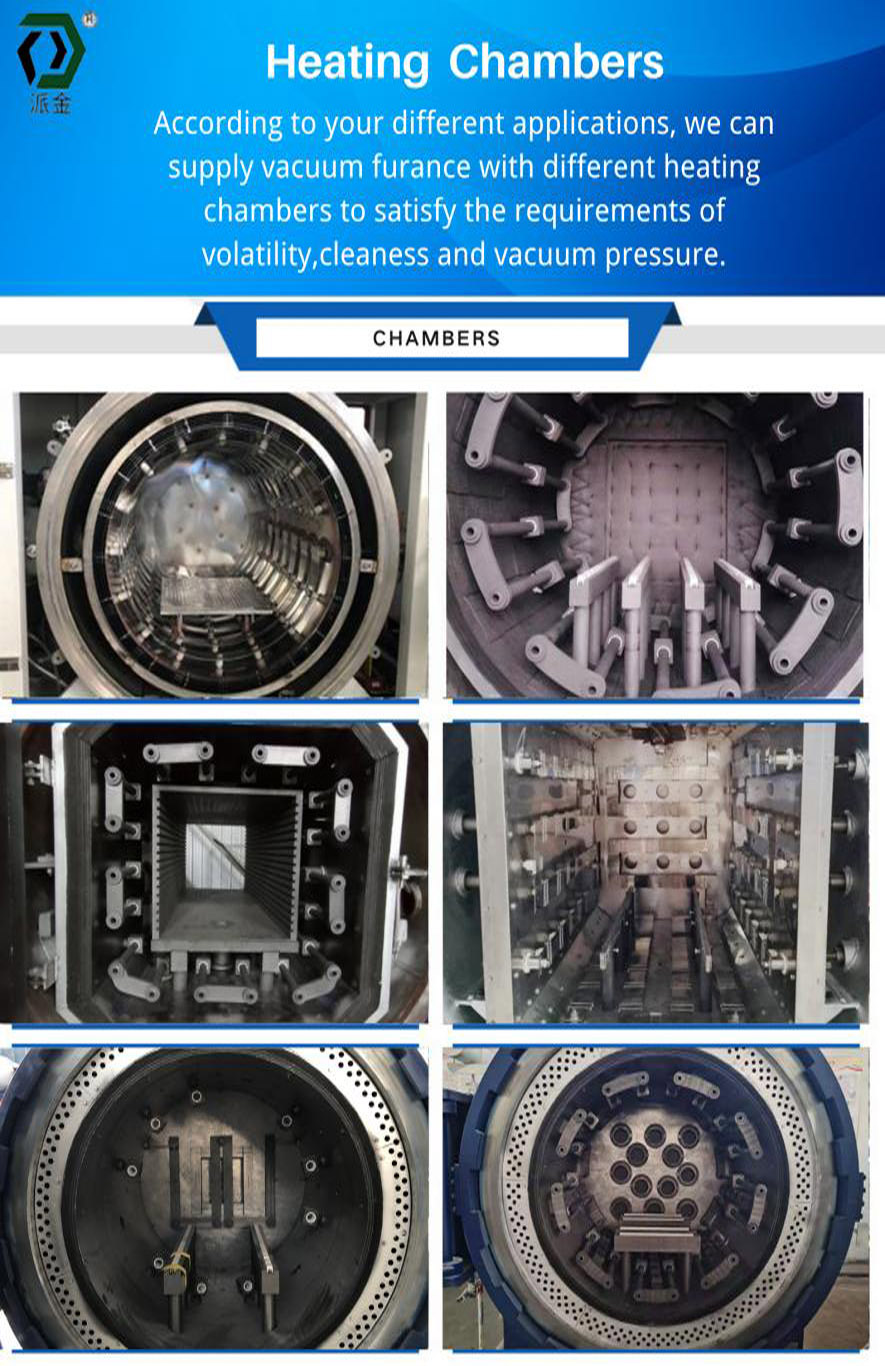
5. Vhodné pre rôzne procesné prostredia:Izolačná vrstva vykurovacej komory je vyrobená z kompozitnej tvrdej izolačnej vrstvy alebo kovovej izolačnej clony, vhodnej pre rôzne prostredia.
6. Inteligentné a jednoduché programovanie procesov, stabilná a spoľahlivá mechanická činnosť, automatické, poloautomatické alebo manuálne alarmovanie a zobrazovanie porúch.
7. Ventilátor s kalením plynu s riadením frekvencie, voliteľný konvekčný ohrev vzduchu, voliteľný 9-bodový teplotný prieskum, kalenie parciálnym tlakom a izotermické kalenie.
8. S celým systémom riadenia AI a extra manuálnym operačným systémom.
Štandardná špecifikácia a parametre modelu
| Štandardná špecifikácia a parametre modelu | |||||
| Model | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Efektívna horúca zóna LWH (mm) | 500 * 500 * 700 | 600 * 600 * 900 | 700 * 700 * 1100 | 800 * 800 * 1200 | 900 * 900 * 1600 |
| Hmotnosť nákladu (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maximálna teplota (℃) | 1350 | ||||
| Presnosť regulácie teploty (℃) | ±1 | ||||
| Rovnomernosť teploty pece (℃) | ±5 | ||||
| Maximálny stupeň vákua (Pa) | 4,0 * E -1 | ||||
| Rýchlosť nárastu tlaku (Pa/H) | ≤ 0,5 | ||||
| Tlak kalenia plynu (bar) | 10 | ||||
| Konštrukcia pece | Horizontálne, jednokomorové | ||||
| Spôsob otvárania dvierok pece | Typ pántu | ||||
| Vykurovacie články | Grafitové vykurovacie telesá | ||||
| Vykurovacia komora | Zloženie tvrdej a mäkkej plsti Graphit | ||||
| Typ prietoku kalenia plynu | Vertikálny striedavý tok | ||||
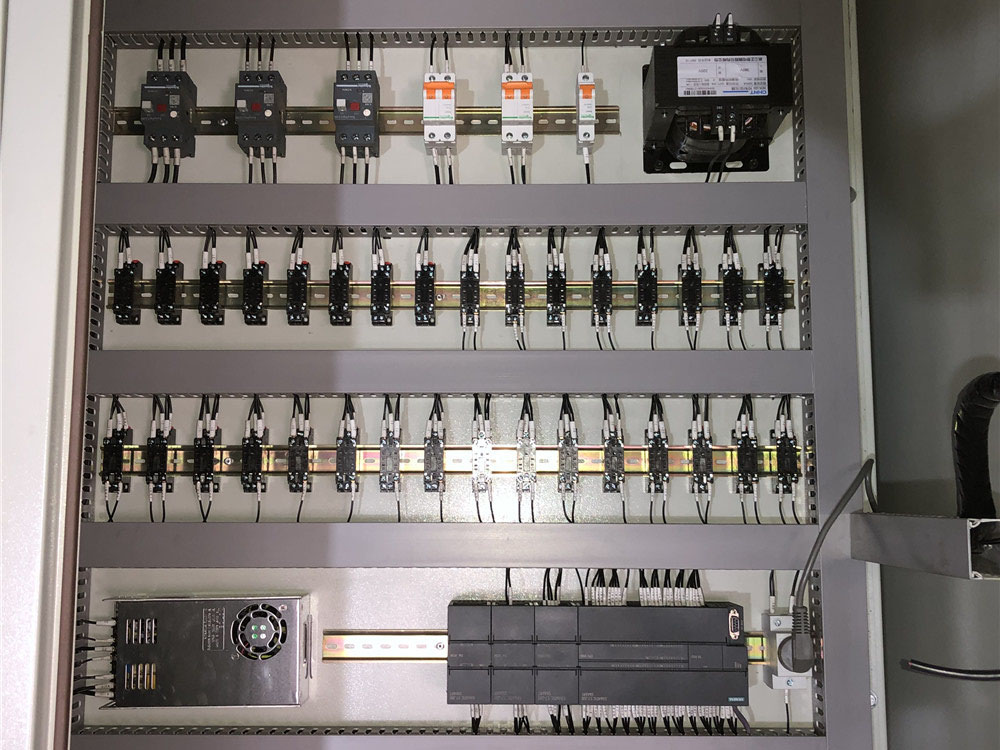
| PLC a elektrické prvky | Siemens | ||||
| Regulátor teploty | EUROTHERM | ||||
| Vákuové čerpadlo | Mechanické čerpadlo a Rootsovo čerpadlo | ||||
| Prispôsobené voliteľné rozsahy | |||||
| Maximálna teplota | 600 – 2800 ℃ | ||||
| Maximálny teplotný stupeň | 6,7 * E -3 Pa | ||||
| Tlak kalenia plynu | 6 – 20 barov | ||||
| Konštrukcia pece | Horizontálne, vertikálne, jednokomorové alebo viackomorové | ||||
| Spôsob otvárania dverí | Typ pántu, typ zdvíhania, plochý typ | ||||
| Vykurovacie články | Grafitové vykurovacie telesá, Mo vykurovacie telesá | ||||
| Vykurovacia komora | Zložený grafitový filc, celokovová reflexná obrazovka | ||||
| Typ prietoku kalenia plynu | Horizontálny striedavý tok plynu; Vertikálny striedavý tok plynu | ||||
| Vákuové čerpadlá | Mechanické čerpadlo a Rootsovo čerpadlo; Mechanické, Rootsove a difúzne čerpadlá | ||||
| PLC a elektrické prvky | Siemens; Omron; Mitsubishi; Siemens | ||||
| Regulátor teploty | EUROTHERM;SHIMADEN | ||||
Kontrola kvality
Kvalita je duchom produktov, je kľúčovým bodom pri rozhodovaní o továrni'budúcnosť. Paijin považuje kvalitu za najprioritnejšiu otázku v našej každodennej práci. Aby sme zabezpečili dobrú kvalitu našich produktov, venovali sme veľkú pozornosť 3 aspektom.
1. Najdôležitejšie: Človek. Človek je najdôležitejším bodom v každej práci. Pre každého nového pracovníka máme kompletné školenia a máme systém hodnotenia, ktorý umožňuje každému pracovníkovi priradiť úroveň (nižší, stredný, vyšší). Pracovníci rôznych úrovní sú prideľovaní na rôzne pracovné miesta s rôznym platom. V tomto systéme hodnotenia...'Nielen zručnosti, ale aj miera zodpovednosti a chybovosti, výkonná moc atď. Týmto spôsobom sú pracovníci v našej továrni ochotní robiť vo svojej práci to najlepšie a prísne dodržiavajú pravidlá riadenia kvality.
2. Najlepšie materiály a komponenty: Nakupujeme iba tie najlepšie materiály na trhu. Vieme, že úspora 1 dolára na materiáli by vás nakoniec stála 1 000 dolárov. Kľúčové diely, ako sú elektrické komponenty a čerpadlá, sú značkové produkty ako Siemens, Omron, Eurotherm, Schneider atď. Pre ostatné diely vyrobené v Číne si vyberáme najlepšiu továreň v odvetví a podpisujeme s nimi zmluvu o záruke kvality výrobkov, aby sme zabezpečili, že každý komponent, ktorý používame v peci, je najkvalitnejší.
3. Prísne riadenie kvality: V procesoch výroby pecí máme 8 kontrolných bodov kvality. Kontrolu v každom bode vykonávajú 2 pracovníci a za ňu je zodpovedný 1 vedúci závodu. V týchto kontrolných bodoch sa materiály a komponenty a všetky aspekty pece dvakrát kontrolujú, aby sa zabezpečila ich kvalita. Nakoniec, predtým, ako pec opustí závod, by mala byť skontrolovaná pomocou experimentov s tepelným spracovaním.